
การเปราะบางของไฮโดรเจนคาดเดาไม่ได้เป็นส่วนใหญ่และความพยายามในการหลีกเลี่ยงต้องเริ่มต้นที่ขั้นตอนการออกแบบเพื่อกำหนดลักษณะชิ้นส่วนและกระบวนการผลิตที่ตามมา
หลีกเลี่ยงการเกิดไฮโดรเจนในระหว่างกระบวนการผลิตและการดูดซับไฮโดรเจนโดยรัดช่วยลดความเสี่ยงต่อความล้มเหลวของไฮโดรเจนจากกระบวนการผลิต ไฮโดรเจน embrittlement ที่เกิดจากการกัดกร่อนของสิ่งแวดล้อมสามารถหลีกเลี่ยงได้โดยการเลือกวิธีการรักษาพื้นผิวที่ไม่ผลิตไฮโดรเจนอย่างถูกต้อง
โซลูชันที่เป็นไปได้ได้แก่
· เครื่องชุบสังกะสี
· เคลือบสังกะสี-อลูมิเนียม
ไฮโดรเจนลดลงเกิดขึ้นกับรัดที่มีความแข็งแรงสูงเท่านั้น หากเงื่อนไขการใช้งานอนุญาตให้ลองเลือกรัดต่ำกว่า320HV
หากเงื่อนไขอนุญาตให้พยายามหลีกเลี่ยงการดองและถ้าเป็นไปไม่ได้ที่จะหลีกเลี่ยงเวลาแช่ของการดองควรลดลงให้น้อยที่สุด สารละลายดองควรมีส่วนผสมของสารยับยั้งอยู่เสมอ ในกรณีที่ต้องใช้รัดที่มีความแข็งแรงสูงและไฮโดรเจนไม่สามารถถอดออกได้อย่างสมบูรณ์ในระหว่างกระบวนการผลิตและไฮโดรเจนจะถูกดูดซึมเข้าไปในตัวยึดเช่นการดองและไฟฟ้า, กระบวนการอบ dehydrogenation ต่อมากลายเป็นสิ่งสำคัญ
สำหรับรัด electroplated ความแข็งแรงสูงเพื่อลดความเสี่ยงของการใส่ไฮโดรเจนการอบสามารถทำได้ทันทีหลังจากการชุบด้วยไฟฟ้า โปรดดู ISO4042 (การเคลือบผิวสำหรับรัด) เพื่อเป็นแนวทาง วัตถุประสงค์ของการอบคือการกำจัดไฮโดรเจนให้มากที่สุดและกระจายไฮโดรเจนที่เหลือออกจากพื้นผิว เนื่องจากผลของความเข้มข้นของความเครียดพื้นผิวของตัวยึดมักจะเครียดสูง
เมื่อไฟฟ้ารัดความแข็งแรงสูงพวกเขาจะต้องอบภายใน4ชั่วโมงหลังจากไฟฟ้า โดยทั่วไปก่อนหน้านี้การอบจะเสร็จสมบูรณ์หลังจากไฟฟ้าที่ดีกว่าผลของการรักษา การทำงานทั่วไปคือการเก็บสปริงไว้ที่อุณหภูมิ200ถึง230องศาเซลเซียสเป็นเวลา2ชั่วโมงถึง24ชั่วโมง อีกครั้งในแง่กว้างยิ่งนาน หากการอบล่าช้านานกว่า4ชั่วโมงหลังจากการชุบตัวยึดอาจได้รับความเสียหายที่ไม่สามารถแก้ไขได้ (รอยแตกขนาดเล็ก) (อาจมีความเครียดตกค้างในท้องถิ่นในตัวยึดที่ทำให้ไฮโดรเจนอพยพไปยังพื้นที่ความเครียดสูง)
สำหรับรัดที่มีความเครียดตกค้างเวลาในการอบเป็นสิ่งสำคัญอย่างยิ่งเนื่องจากความเครียดที่ตกค้างในรัดจะทำให้เกิดไฮโดรเจนใกล้พื้นผิวของตัวยึดเพื่อแยกออกไปในพื้นที่ที่มีความเครียดรวมถึงเว็บไซต์ข้อบกพร่องของพื้นผิวรวมถึงความผิดพลาดและพื้นที่เปราะบางที่อาจเกิดขึ้น
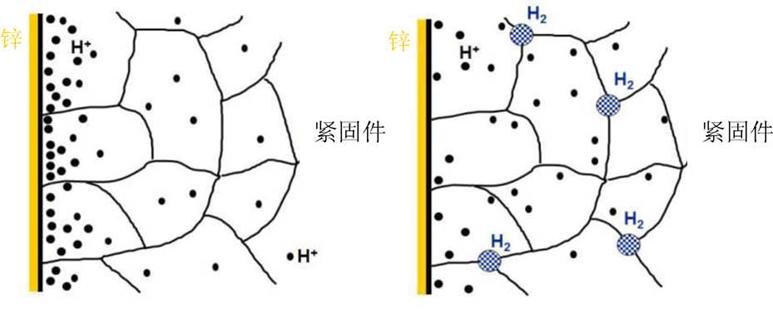
รูปที่4: การกระจายก่อน (ซ้าย) และหลัง (ขวา) การกำจัดไฮโดรเจน
วิธีการทดสอบสำหรับรัดถูกกำหนดโดย ISO15330 "การทดสอบพรีโหลดสำหรับการตรวจจับไฮโดรเจน embrittlement-วิธีการพื้นผิวแบริ่งแบบขนาน"
วิธีการตรวจสอบไฮโดรเจน embrittlement รัดประเภทสายฟ้า
การทดสอบ preload ควรดำเนินการในการติดตั้งการทดสอบที่เหมาะสม ดังแสดงในตัวเลข2และ3ความเครียดที่เกิดจากตัวยึดควรอยู่ในจุดให้ผลผลิตหรือภายในช่วงของแรงบิดความล้มเหลว แรงบิดสามารถใช้ได้ทั้งโดยการจับคู่น็อต (หรือสลักเกลียว) หรือโดยการหมุนแผ่นเหล็กเกลียวเพื่อให้แน่ใจว่าความเครียดที่ต้องการของตัวยึดที่สอดคล้องกันอยู่ในจุดผลผลิตวิธีการโหลดอื่นๆและติดตั้งภายในช่วงแรงบิดทำลายยังได้รับอนุญาต ควรรักษาความเครียดหรือแรงบิดไว้อย่างน้อย48ชม. ทุกๆ24ชั่วโมงตัวยึดควรขันให้แน่นอีกครั้งกับความเครียดหรือแรงบิดเริ่มต้นในขณะที่ตรวจสอบว่าตัวยึดได้รับความเสียหายจากไฮโดรเจนหรือไม่
วิธีการตรวจสอบไฮโดรเจน embrittlement ของตัวยึดด้วยตนเองและตัวยึดด้วยตนเอง
วิธีการทดสอบพรีโหลดจะเหมือนกับในส่วน2.1และอุปกรณ์ทดสอบที่เกี่ยวข้องคือแผ่นเหล็ก เครื่องซักผ้าที่มีความแข็งระดับ300HV สามารถใช้ภายใต้หัวสกรูเพื่อป้องกันแผ่นเหล็ก ความหนาขั้นต่ำของแผ่นเหล็กคือ LD ข้อกำหนดอื่นๆทั้งหมดจะเหมือนกับสลักเกลียวสกรูและกระดุม
ปะเก็น
วิธีการตรวจสอบการเปราะบางของไฮโดรเจนของตัวยึดตัวอย่างเครื่องซักผ้าสปริงหลายตัวอย่างติดตั้งอยู่บนสลักเกลียวที่มีเส้นผ่านศูนย์กลางเท่ากันของเกลียวและเครื่องซักผ้าสปริง ใช้เครื่องซักผ้าแบบแบนเพื่อแยกเครื่องซักผ้าสปริงออกจากกัน ความแข็งของเครื่องซักผ้าแบนควรมากกว่าความแข็งของตัวอย่างเครื่องซักผ้าสปริงและความแข็งต่ำสุดคือ40HRC เครื่องซักผ้ายืดหยุ่นรูปกรวยควรได้รับการทดสอบเป็นคู่และการประกอบควรจะรัดกุมจนกว่าตัวอย่างเครื่องซักผ้าฤดูใบไม้ผลิ (เพศ) จะแบนอย่างสมบูรณ์
หากตัวอย่างทั้งหมดในชุดเดียวกันผ่านการทดสอบโดยไม่มีรอยแตกหรือรอยแตกที่มองเห็นได้วัสดุแบทช์มีคุณสมบัติเหมาะสม อย่างไรก็ตามสิ่งสำคัญคือต้องทราบว่าการผ่านการทดสอบการใส่ไฮโดรเจนจะช่วยลดความเสี่ยงที่อาจเกิดขึ้นเท่านั้น
เพื่อหลีกเลี่ยงปัญหาความเสียหายที่เกิดจากกระบวนการชุบไฮโดรเจนผู้ผลิตสปริงกำลังมองหาวิธีหลีกเลี่ยงปัญหาการสะสมของไฮโดรเจนรวมถึงการใช้ไฮโดรเจนต่ำและการชุบไฮโดรเจนต่ำซึ่งมีวัตถุประสงค์เพื่อลดโอกาสในการสัมผัสกับไฮโดรเจน ในการออกแบบอิทธิพลของความแข็งแรงของวัสดุต่อความไวของไฮโดรเจนลดลงควรได้รับการพิจารณาอย่างเต็มที่และระดับความแข็งแรงควรลดลงให้มากที่สุด ในกระบวนการแปรรูปควรหลีกเลี่ยงความเสียหายทางกลบนพื้นผิวของชิ้นส่วนให้มากที่สุดและควรใช้วิธีการเคลือบสังกะสีอลูมิเนียมที่ไม่ใช่ไฮโดรเจนและวิธีการรักษาพื้นผิวป้องกันการกัดกร่อนอื่นๆหากจำเป็น หลังจากการชุบด้วยไฟฟ้าแล้วควรใช้กระบวนการขับไฮโดรเจนที่เหมาะสมเพื่อขจัดไฮโดรเจนอย่างเคร่งครัด ในปัจจุบันแม้ว่าปัญหาไฮโดรเจน embrittleness ไม่สามารถกำจัดได้อย่างสมบูรณ์ด้วยการพัฒนาวัสดุใหม่ทางเลือกในการรักษาพื้นผิวที่มีต้นทุนต่ำอาจเป็นความก้าวหน้าในการแก้ปัญหาอย่างสมบูรณ์
 中文
中文 English
English 日本語
日本語 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย




")





